Исходим из того, что трещин в теле головки нет (при нормальной эксплуатации они большая редкость), а вот клапанные седла почти всегда имеют износ, да еще и подгорают. Тем не менее начинать с них нельзя. Технологической базой для обработки седел служат направляющие втулки клапанов, поэтому их восстанавливают первыми.
Втулки из сравнительно мягких материалов (бронзы, например) можно ремонтировать, для этого существует специальный инструмент. Он выпускается фирмами Sunnen и Neway. Принцип действия такого инструмента заключается в прокатывании роликом рабочей поверхности отверстия. В результате там образуется спиральная канавка, у краев которой пластичный металл поднимается вверх. После калибровки отверстия разверткой нужного диаметра удается восстановить номинальный зазор между стержнем клапана и втулкой.
Очевидные достоинства способа — доступность и невысокая цена инструмента. Но недостатков больше. Удается отремонтировать только втулки с относительно небольшим износом (не более 0,1 мм). Спиральная канавка несколько улучшает смазку стержня клапана, но одновременно уменьшает рабочую поверхность втулки. Это значит, что давление стержня на единицу опорной площади возрастает и отремонтированная втулка изнашивается примерно в два раза быстрее по сравнению с новой. Поэтому основным способом ремонта узла все-таки остается замена втулок.
Технология выпрессовки старых втулок может быть разной, но чаще всего применяют ударный способ. Со стороны седла на втулку устанавливают латунную или бронзовую оправку, по которой наносят удары молотком. Чтобы не повредить посадочное гнездо в головке, оправка должна быть ступенчатой: по меньшему диаметру она с небольшим зазором входит во втулку на глубину 30—40 мм, а по большему — свободно проходит через гнездо в головке цилиндров.
Втулки из бронзы не создают больших проблем при выпрессовке, обычно они устанавливаются в головку с небольшим натягом. При выпрессовке "твердых” втулок головку желательно нагреть до 150 градусов, чтобы несколько уменьшить натяг (у материала втулки коэффициент линейного расширения меньше, чем у алюминиевого сплава головки блока). Нагревать головку лучше в электропечи, но в условиях гаража подойдет и бытовая электроплитка.
Иногда для выпрессовки втулок применяют винтовые приспособления. Они не получили широкого распространения из-за ограниченного усилия, хотя шансов повредить гнездо здесь меньше.
Если ни один из способов не позволяет выпрессовать втулку из-за слишком плотной посадки в гнезде, ее приходится высверливать. Эту работу следует выполнять на станке, обеспечивающем соосность сверла и отверстия втулки. Обычный сверлильный станок тут вполне подойдет, а вот при пользовании ручной электродрели неизбежны перекосы и повреждение посадочного гнезда. Кстати, деталь лучше высверливать не полностью. При толщине стенки около 1 мм оставшуюся часть обычно удается выбить без особого труда.
Общее правило замены втулок на любых двигателях гласит: ни в коем случае нельзя запрессовывать новые детали без измерений фактического натяга. Особенно это касается отечественных двигателей, запчасти для которых нередко бывают просто бракованными. Но даже те, что успешно прошли технический контроль, тоже не отличаются стабильностью размеров. А еще случается приобрести втулки ремонтного размера под видом стандартных. Что произойдет, если пытаться их поставить, догадаться нетрудно. Поэтому надо точно измерить диаметр гнезда и новой втулки, чтобы определить натяг. Он должен быть в пределах 0,03—0,05 мм (то есть диаметр втулки больше диаметра гнезда на эту величину).
Если натяг недостаточен из-за "слабого” гнезда, придется увеличивать его диаметр, чтобы установить втулку ремонтного размера. Эту работу также следует выполнять только на станке во избежание перекоса (увода) отверстия. Натяг для ремонтной втулки желательно сделать несколько большим, поскольку в старом гнезде материал на поверхности уже деформирован, а в новом нет, да и шероховатость поверхности здесь больше.
Перед запрессовкой надо обеспечить разность температуры деталей: головку нагреть до 150 градусов, а втулки охладить (например, в морозильной камере или с использованием сухого льда). Запрессовку выполняют быстро, двумя-тремя ударами молотка по оправке. Если втулка имеет тонкий поясок для посадки маслосъемного колпачка (как у двигателей ВАЗ), то оправка не должна опираться на этот поясок ни с одной стороны, иначе втулка сломается.
Некоторые мотористы запрессовывают втулки "вхолодную”, без нагрева и охлаждения деталей. Это плохо. Алюминиевый сплав при большом натяге деформируется, и реальный натяг уменьшается. Когда при работе двигателя посадка естественным образом ослабляется (не следует забывать, что алюминиевая головка при нагревании расширяется больше, чем чугунная втулка), клапан в такой втулке начинает перегреваться. Это связано с нарушением отвода тепла от стержня клапана к головке. В дальнейшем втулка начнет "ездить” в гнезде. Иными словами — потребуется повторный ремонт, причем сложнее предыдущего. После запрессовки втулок и остывания головки их отверстия калибруют развертками. Здесь тоже есть свои хитрости. Желательно применять специальные алмазные развертки — они дают стабильный размер отверстия при довольно долгой работе. Простые ручные развертки из инструментальной стали быстро изнашиваются, обычно их хватает на одну-две головки.
Обработав отверстия, надо обязательно проверить зазоры клапанов во втулках. Для впускных клапанов они должны быть в пределах 0,02—0,04 мм, для выпускных — 0,03—0,04 мм. Стремиться к минимальным зазорам не следует, особенно у выпускных клапанов, поскольку это чревато их заклиниванием при работе.
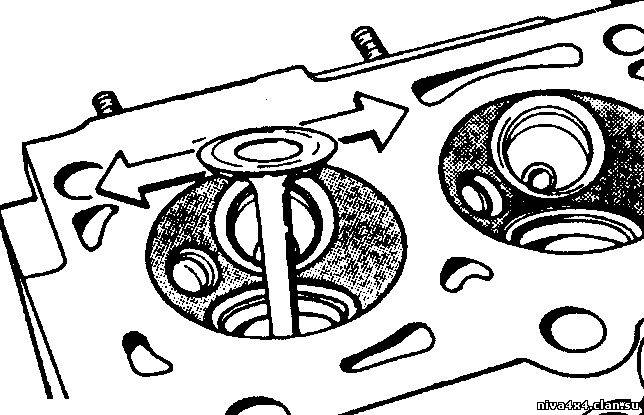
Основные задачи, решаемые при ремонте седел, — обеспечение соосности рабочей фаски и отверстия втулки и создание определенного профиля седла, рекомендуемого заводом-изготовителем для данной модели двигателя.
Для обработки седел применяют различный инструмент, разные приспособления и станки. В гараже чаще всего используют ручные угловые фрезы с жестким креплением на направляющем стержне (пилоте). Фрезы обычно имеют углы при вершине 30, 45 и 60 град., хотя встречаются и другие (например, 15 и 75 град.). Такие фрезы могут быть изготовлены из инструментальной стали или с твердосплавными пластинами.
Основной недостаток данного инструмента — люфт пилота в направляющей втулке, особенно когда у нее есть какой-либо износ. Из-за люфта очень трудно обеспечить соосность седла и втулки.
Несколько лучше качество обработки у инструмента с неподвижным закреплением пилота во втулке и свободной посадкой фрезы на пилоте. Таковы изделия некоторых американских фирм, включая Neway, продукция которой есть на нашем рынке. Ее характерная особенность — твердосплавные пластины, закрепляемые на резцовой головке, и очень малый зазор в соединении резцовой головки с пилотом. Интересна и особая конструкция пилота, позволяющая зафиксировать его без перекосов даже в тех случаях, когда втулка имеет явный износ. Комплект доступен по цене, хотя и заметно дороже отечественных угловых фрез.
Общим недостатком всех инструментов данного типа является большая сложность обеспечения соосности седла и втулки, если изначально этой соосности не было. Это как раз и случается после замены втулки. Вся загвоздка в деформации пилота: чем сильнее прижимаешь инструмент к седлу, тем больше изгибается пилот и тем хуже будет результат. Кстати, некоторые иностранные фирмы, например Sunnen, делают специальные измерительные приборы для контроля соосности седла и втулки. Недостатки простых инструментов делают применение более дорогих приспособлений вполне оправданным. Среди них более доступны портативные приспособления фирм Sunnen и Mira, проверенные практикой. При профессиональном ремонте используют шлифовальные приспособления различных типов, а также специализированные расточные станки для комплексного ремонта головок блоков. Достоинства такого оборудования очевидны, но цена высока, поэтому у нас оно пока не получило широкого распространения. При обработке формируют определенный профиль седла: уплотнительную фаску и две фаски, примыкающие к ней. Здесь надо руководствоваться данными производителей автомобиля, но есть и некоторые общие рекомендации. У подавляющего большинства моторов уплотнительная фаска имеет угол 45 град. и ширину примерно 1,5 мм. Примыкающие фаски чаще сделаны под углами 30 и 60 град., хотя изредка встречаются седла с более сложным профилем.
Если для ремонта используют ручные фрезы и резцовые головки, то предварительную обработку уплотнительной фаски ведут до тех пор, пока не получится ровная поверхность без каких-либо дефектов.
С новыми клапанами, как правило, проблем нет. Проблемы появляются, если в дело идут уже работавшие клапаны (такая ситуация характерна для иномарок). У старых клапанов фаски обычно в той или иной степени изношены, без их дополнительной обработки хорошего уплотнения тарелки с седлом не получить.
Ремонт клапана — дело не очень простое и тоже требует соответствующего оборудования. Начинать надо с проверки деформации стержня, для чего существуют различные способы. Наиболее просто (но не слишком точно) проверить клапан, положив его на призмы и измерив индикатором биение тарелки. Гораздо лучше воспользоваться специальным измерительным приспособлением. Подобные приборы зарубежного производства можно найти и у нас, причем по вполне доступной цене.
У хорошего клапана биение рабочей фаски относительно стержня не превышает половину рабочего зазора стержня в направляющей втулке, то есть не более 0,02 мм. Если же оно более 0,05 мм, деформированный клапан лучше заменить. Кстати, у новых отечественных клапанов биение фаски зачастую не укладывается в допустимые пределы, поэтому использовать эти детали без проверки не рекомендуется.
Обрабатывать фаску желательно на хорошем оборудовании, иначе трудно обеспечить точность обработки. Для этого вполне подходят универсальные круглошлифовальные станки, которые есть на многих промышленных предприятиях. За рубежом выпускают портативные станки для ремонта клапанов (на них также шлифуют изношенные торцы), но для большинства мастерских они слишком дороги. Существуют и простые приспособления для ручной обработки фаски клапана. Подобное приспособление с твердосплавными резцами выпускает уже упомянутая выше фирма Neway. Стоит оно относительно недорого, но, к сожалению, не вполне заменяет хороший станок.
Окончательная обработка стыка клапана и седла — это известная многим притирка клапанов. Сегодня на Западе при профессиональном ремонте такая операция уже практически не применяется. Если седло и фаска клапана обработаны точно (а это обеспечивается только специализированными станками или приспособлениями), то притирка не только не нужна, но скорее вредна. Другое дело при ручной обработке деталей фрезами и резцовыми головками. Поверхности после ремонта здесь могут иметь далеко не идеальную форму и шероховатость.
Притирать клапаны лучше всего корундовой абразивной пастой или порошком зернистостью 20—50 мкм, смешанным с маслом. Использовать алмазные пасты не стоит, поскольку алмаз имеет свойство внедряться в материал притираемых деталей (в частности, в седло). В дальнейшем это может значительно ускорить износ деталей.
Пасту наносят на фаску, клапан вручную притирают круговыми движениями в обе стороны, периодически отрывая от седла. Для привода клапана удобно использовать специальную рукоятку с цанговым зажимом. В некоторых мастерских применяют электропривод, но от него лучше отказаться — можно повредить притираемые детали или получить неоптимальные фаски из-за больших и плохо контролируемых усилий и скорости обработки.
Притирка не должна быть долгой, на каждый клапан обычно хватает 1—2 минут. Притертые поверхности приобретают серый матовый оттенок, по которому легко определить качество работы. Если обнаружено значительное неприлегание, то притирать клапан дальше не следует, лучше повторить обработку седла или клапана описанными выше методами. Иначе после "глубокой” притирки фаски на деталях приобретут закругленную форму, как после длительной работы в двигателе.
И еще: надо иметь в виду, что притирка нужна не столько для обработки, сколько для контроля качества сопряжения. Если притертые поверхности вытереть насухо и несколько раз провернуть клапан в обе стороны, прижимая его к седлу, то на фасках деталей появится блестящая линия. Получится она замкнутой, проходящей по всей окружности — значит, все сделано правильно и прилегание деталей хорошее.


Комментарии: